一家回收熱固性塑料的西班牙公司需要驗證單螺桿擠出機的對準條件。計劃使用激光對中系統通過測量筒的中心線和驅動旋轉螺桿的齒輪箱的輸出軸來測量擠出機的對準狀況。
技術人員在確保擠出機的旋轉螺桿在公差范圍內裝入料筒。該螺桿由位于齒輪箱出口的滾子推力軸承和位于進料口正前方的滾珠推力軸承支撐。
1、使用靜態激光設置
技術人員為此應用選擇了靜態激光設置,因為中心線必須計算為最佳擬合線和參考點。激光器安裝在桶的末端,只需移動激光外殼一次即可進行調整。
由于桶的內表面由低磁性不銹鋼制成,該團隊將適配器用于非磁性的。它測量了五個平面:桶的進出口;電機與箱體兩側的齒輪箱輸出軸;滾輪推力軸承的軸承殼在進料口架上。該設置如圖1所示。

照片1:激光安裝。這些照片顯示了激光安裝、測量的平面圖以及桶和齒輪箱的測量。發動機還使用智能掃描儀設備與輸入齒輪箱軸對齊
2、結果
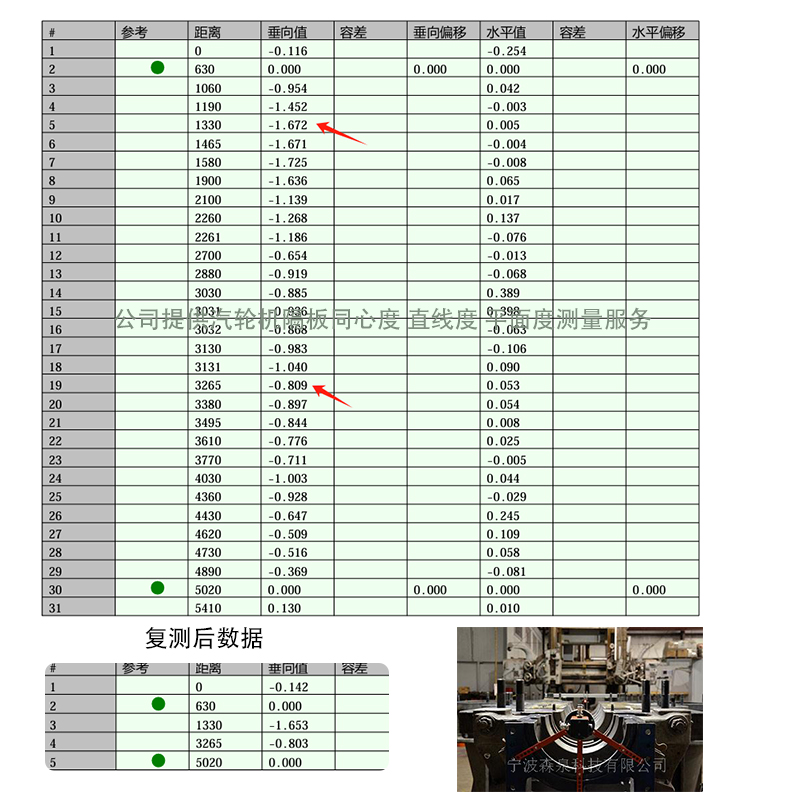
技術小組的結論是,單螺桿擠出機組件在擠出機供應商給出的公差范圍內,最佳擬合中心線和最大允許偏差為0.25毫米,如圖2所示。

圖2:從左到右:桶輸出、桶輸入、滾筒推力軸承殼、變速箱輸出軸的桶側和電機側變速箱輸出。