機(jī)床主軸和尾座同心測量方式
激光測量系統(tǒng)測量系統(tǒng)解決箱體軸承座孔的缸體同心度問題。
一、測量機(jī)床(鏜床)主軸尾軸對中同心度,或者兩端鏜臂的同心度問題,從根本上解決制造誤差;
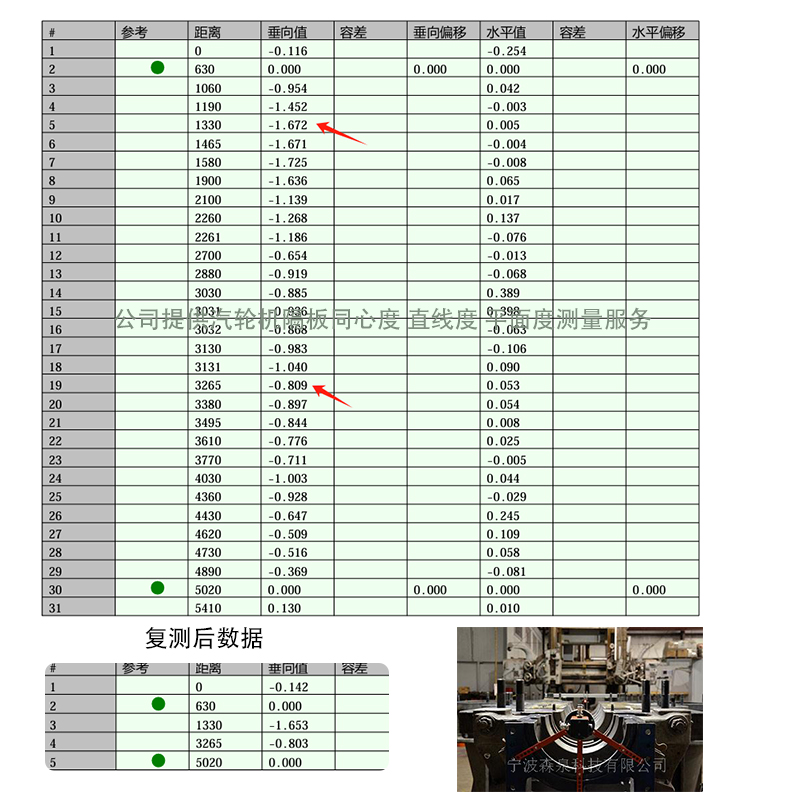
二、分別測量缸體孔的上下直線度,算出缸體孔的同心度作為出廠質(zhì)量檢測;
三、測量機(jī)床(鏜床)軌道的直線度,避免由于鏜床軌道不直產(chǎn)生同心度誤差。
激光測量系統(tǒng)的顯示分辨率為:0.001mm,
測量距離為20米,實際測量過程中的激光漂移室內(nèi)無風(fēng)環(huán)境下為:0.005mm/m。所以預(yù)估整體缸體孔激光對中測量中的重復(fù)性誤差在0.02mm(2絲)以內(nèi)。
解決問題一、機(jī)床(鏜床)主軸尾軸對中同心度測量(或兩端鏜臂的同心度問題)
激光測量系統(tǒng)來測量機(jī)床主軸和尾軸對中同心度,利用激光測量軸對中程序,將兩個激光器分別架設(shè)在機(jī)床主軸和尾軸,解決兩端鏜床的不同心問題,也就從根本上解決了加工出來的孔不同心,保證了機(jī)加工件的同心度。


解決問題二、箱體缸體孔同心度(軸承孔同心度質(zhì)量檢測)
解決問題三、機(jī)床軌道直線度測量
將激光單元S為基準(zhǔn)激光,將M單元放在拖板上,在軌道上移動拖板,分別測得激光器在軌道上的水平方向直線度,和垂直方向直線度。可根據(jù)數(shù)據(jù)來調(diào)整機(jī)床軌道。