表面粗糙度輪廓度儀
表面粗糙度輪廓度儀爬坡能力強、功能豐富,非常適合航空航天、船舶、高鐵、新能源汽車、醫療等行業,可測軸類、齒輪、葉片、絲桿、螺紋、軸承等高精度測量。
輪廓儀以適應平面、內外圓柱面、圓錐面、球面、曲面、小孔、溝槽等形狀的工件表面測量, 測量迅速方便, 且精度較高
測量原理為直角坐標測量法,即通過X軸、Z1軸傳感器,測繪出被測零件的表面輪廓的坐標點,通過電器組件,將傳感器所測量的坐標點數據傳輸到上位PC機,軟件對所采集的原始坐標數據進行數學運算處理,標注所需的工程測量項目。
與中國計量科學研究院、中國科學院、中國工程物理研究院、清華大學、上海大學、同濟大學、奔馳、寶馬、通用、大眾、西門子、博世、舍弗勒、卡特彼勒、蘋果、三星、空客、波音、中航工業、南車與北車集團等單位有著多年的合作與發展。

表面粗糙度輪廓度儀測量功能:
尺寸:包含水平距離、垂直距離、線性距離、半徑、直徑
夾角:包含水平角、垂直角、夾角
位置公差:包含平行度、垂直度
形狀公差:包含直線度、凸度、圓弧輪廓度
輔助生成:包含輔助點、輔助線、輔助圓
粗糙度分析:Ra、Ramax、Ramin、Rasd、Rp、Rpmax、Rpmin、Rpsd、Rv、Rvmax、Rvmin、Rvsd、Rz、Rzmax、Rzmin、Rzsd、R3z、Rc、Rcmax、Rcmin、Rcsd、Rt、Rq、Rqmax、Rqmin、Rdsd、Rsk、Rskmax、Rsmin、Rsksd、Rku、Rkumax、Rkumin、Rkusd、Rsm、Rsmmax、Rsmmin、Rsmsd、Rs、R△a、R△amax、R△amin、R△asd、R△q、R△qmax、R△qmin、R△qsd、Rk、Rpk、Rvk、Mr1、Mr2、Rλa、Rλamax、Rλamin、Rλasd、Rλq、Rλqmax、Rλqmin、Rλqsd、Rδc、Rpc、Rmr
波紋度分析:Wa、Wamax、Wamin、Wasd、Wsa、Wca、Wa08、Wc、Wcmax、Wcmin、Wcsd、Wt、Wz、Wzmax、Wzmin、Wzsd、Wp、Wpmax、Wpmin、Wpsd、Wv、Wvmax、Wvmin、Wcsd、Wq、Wqmax、Wqmin、Wqsd、Wsm、Wsmmax、Wsmmin、Wsmsd、Wsk、Wskmax、Wskmin、
Wsksd、Wku、Wkumax、Wkumin、Wkusd、W△q、W△qmax、W△qmin、W△qsd、Wδc、Wmr
原始輪廓分析:Pa、Pt、Pp、Pc、Pv、Pz、Pq、Psm、Psk、Pku、RzJ、Rpq、Rvq、Rmq、Pmr、P△q、Avh、Hmax、Hmin、Area、Pδc、Tilta、
表面粗糙度輪廓度儀設備參數:
型號 | SPMI200D | SPMI400D | SPMI600D |
X?向:100mm | |||
粗糙度量程:20mm | |||
測量范圍 | 輪廓度量程:20mm | 輪廓度量程:40mm | 輪廓度量程:60mm |
Z軸運??度 | 400mm | ||
最小測量內孔 | 25mm | ||
線性精度 | ±(1.2+|0.15H|)μm | ||
圓弧 | ±(1.5+R/12)μm | ||
?度 | ±1′ | ||
直線度 | 0.5μm/100mm | ||
光柵分辨率 | 0.01μm | ||
測量速度(輪廓) | 0.02mm?4.0mm/s | ||
爬坡?度 | 上升77度 下降88度 | ||
粗糙度評定?度 | λc×3、4、5、6、7 | ||
截?波? | 0.025、0.08、0.25、0.8、2.5、8mm | ||

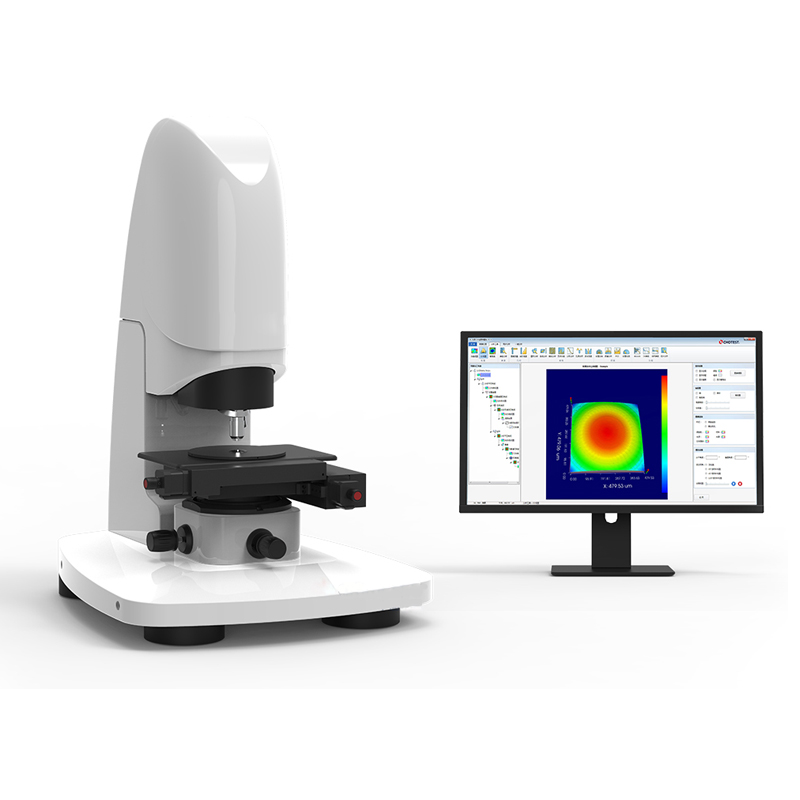
表面粗糙度輪廓度儀軟件系統界面如圖所示。
系統界面主要包括:菜單、工具欄、狀態欄、圖形顯示區(輪廓及粗糙度視圖)、標注信息區(輪廓標注及粗糙度參數列表)、系統參數顯示區、設備控制區。
1)菜單/工具欄:見菜單和工具欄部分相應內容。
2)狀態欄:顯示當前操作提示、光標在圖形顯示區的坐標等信息。
3)統參數顯示區:用于顯示和設置設備參數、測量參數及顯示參數等系統參數。
3、打印報告
零件測量、標注及參數評定完成后,可以將檢測結果打印出來。用戶通過打印信息設置對話框輸入檢測報告打印信息(零件名稱、零件號、檢測人、公司名稱等)以及選擇格式
輸出選項(輪廓/粗糙度圖形、輪廓標注信息列表、粗糙度評定參數列表),查看打印預覽結果即為打印結果,
粗糙度輪廓度儀具體操作步驟:
1、接好電源線和數據線,再啟動電腦桌面的中圖輪廓測量儀檢定軟件;
2、安置好被測件(如果是特殊工件可以使用中圖儀器定制的夾具進行裝夾);
3、使用大理石臺右側的操作手柄調整測針位移至被測工件上方;
4、在軟件上選擇被測工件的起始、結束掃描位置,點擊“開始”按鈕,測針會自動接觸被測工件表面,進行掃描測量;
5、對生成的輪廓曲線進行分析,得出直線度、距離、角度、圓度、間距等輪廓參數,測量結果可以保存到數據庫中,供隨時查閱、調用,或者打印。