往復式壓縮機氣缸與滑道同心度的測量
在新建煉油廠安裝往復式壓縮機過程中,利用E950激光同心度測量系統,對往復式壓縮機氣缸與滑道進行同心度檢查的方法,具有快速、準確的效果。
E950激光同心度測量系統;往復式壓縮機;氣缸與滑道同心度測量

一、激光同心度測量系統的應用
往復式壓縮機的應用也越來越廣,安裝過程中氣缸與滑道的同心度檢查十分關鍵,傳統的拉鋼絲方法已經很難滿足汽機本體安裝要求。
E950激光同心度測量系統由主機、激光發射器和激光接收器三部分組成。
E950激光同心度測量系統測量步驟:
第一,先將激光發射器安裝在滑道十字頭上,通過藍牙連接好主機,用紙板在刮油環孔中設-一個中心標記,調整激光發射器調整盤的水平和垂直位移旋紐,直至激光穿過紙板靶心;在氣缸部位測量激光束,保證激光束能夠在氣缸側被接受器檢測到,并仍然穿過中心。

第二,打開主機,(任意三點法功能, 在滑道.上兩個位置測量,依次輸入測量點間的距離。)
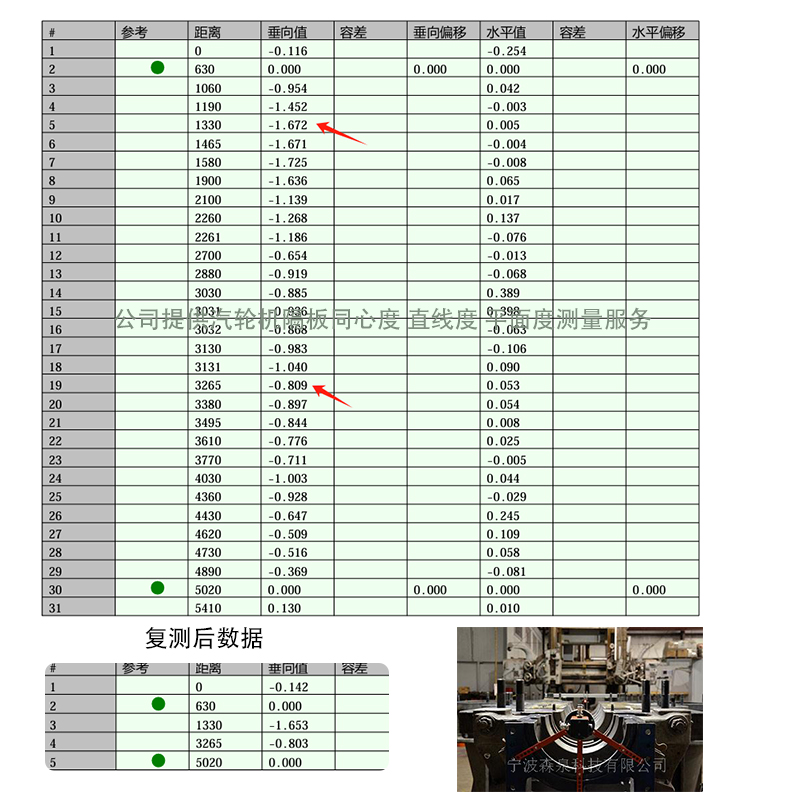
調整支架.上接收器中心靶的高度基本等于滑道的半徑,分別記錄接受器支架在兩個測位的垂直于滑道平面的三個點,記錄數據。將1、2兩測位的數據記錄在主機內。

第三,調整支架上接收器中心靶的高度基本等于氣缸的半徑,同樣方法在氣缸側測量內3、4測位的距離和數據,

第四,將滑道的1、2測位作為激光對中的基準點,從而測量出氣缸上3、4測位中心與1、2測位的偏差,得出氣缸垂直和水平方向上的同心度偏差

從實際測量調整過程來看,由于滑道為上、下半圓,支架位置受到限制,左右的數據不夠準確。氣缸與滑道中間接簡為止口連接,氣缸安裝主要調整氣缸的水平度,在垂直方向上調整,因此水平方向的誤差可忽略,數據主要參考垂直方向的偏差。
二、與傳統拉鋼絲法相比的優點
基準。拉鋼絲法需要嚴格的將鋼絲調整到與滑道中心- 致后方可進行測量,這部分的調整工作量較大,時間較長。由于每次調整需將鋼絲拆除,因此再次測量前必須重新檢查鋼絲在滑道的中心位置。而E950激光同心度測量系統無需嚴格調整激光的位置,只需保證激光同基準滑道中心偏差lmm即可,因此架設激光發射器極為方便、快捷,并且在調整氣缸時無需拆除激光發射器,可不再重新調整。
測量方式。用鋼絲法測量時,需用內徑千分尺和耳機配合使用,測量過程造成誤差很大。而激光同心度測量系統無需嚴格按圓周三點均布的準確位置進行測量,自定心支架通過磁性支座任意擺放三個位置,準確記錄下測量值。
測重過程托時。拉鋼空法測重過程托時長,而采用激光同心度測量系統用時較少。
4.測量結果計算。拉鋼絲需要考慮鋼絲的垂弧,通過計算得出氣缸偏移量。而采用激光隔板同心度測量系統無需考慮激光本身垂弧影響,直接得出氣缸在水平和垂直兩個方向.上偏移量(精度1μm) ,并可通過打印機即時打印, 作為氣缸中心的驗收依據。
采用了E950激光同心度測量系統能將氣缸中心偏差控制在較小的范圍內,很大程度上減輕了氣缸調整的工作量,保證了氣缸的安裝精度,對活塞桿行程的跳動量能夠有效控制。